Bonjour à tous,
Partagez avec nous la vie et le savoir-faire de l’atelier sous forme de billet.
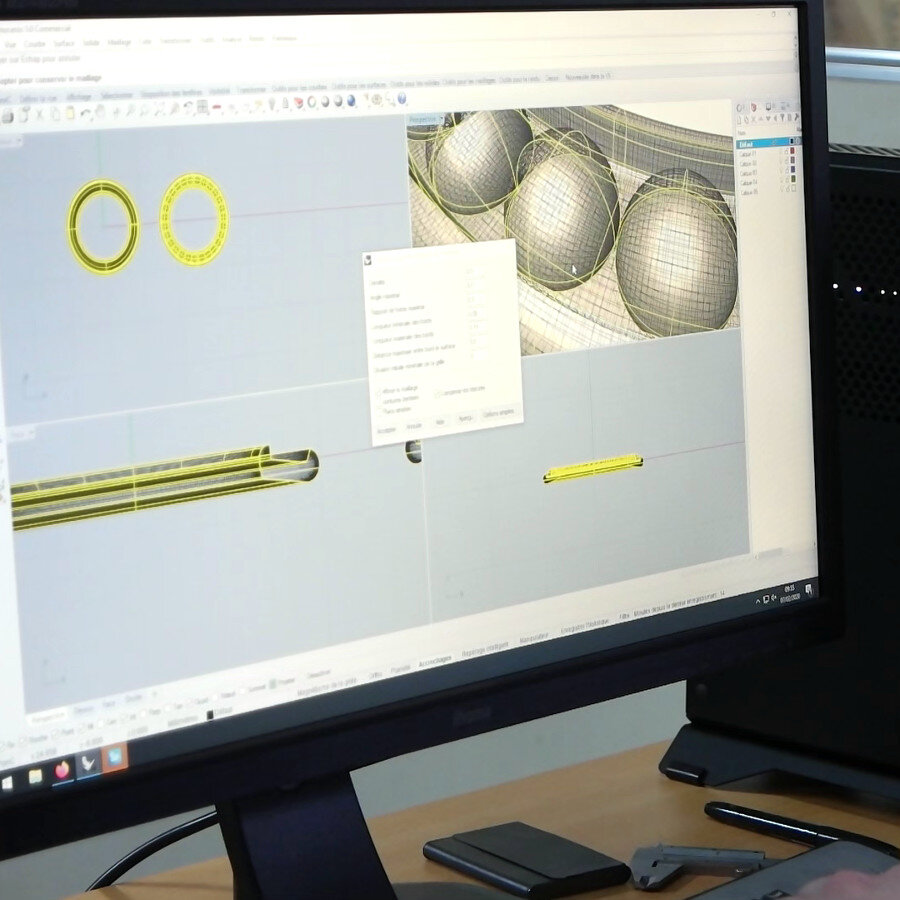
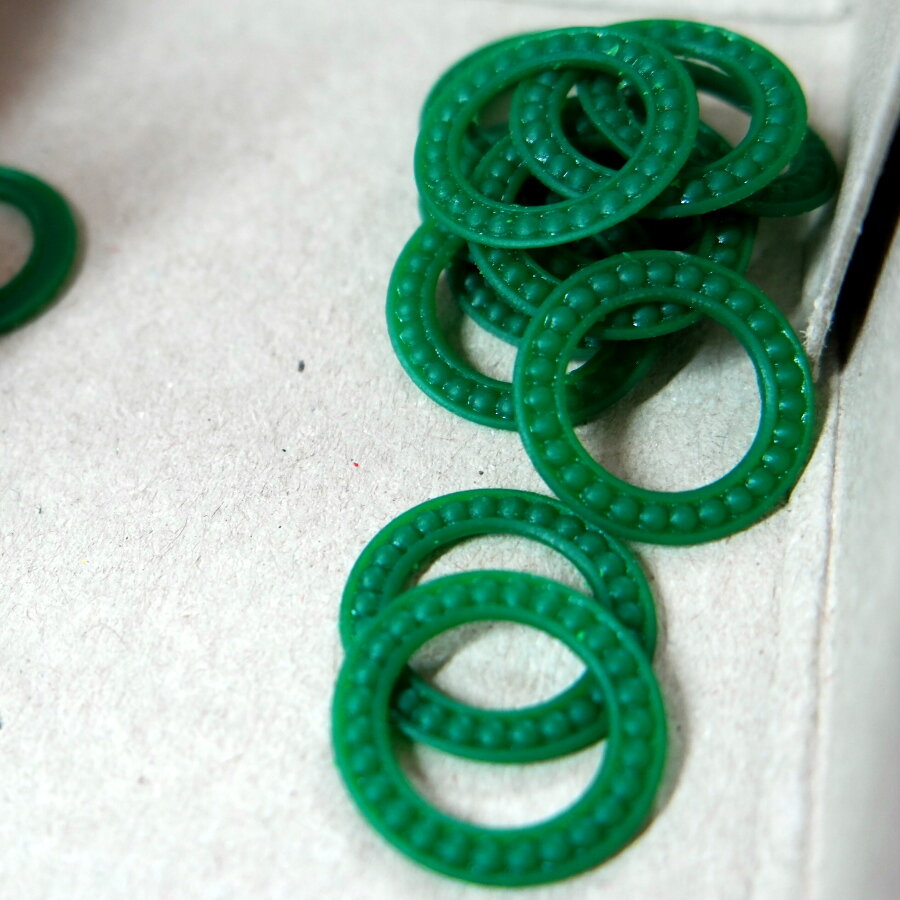
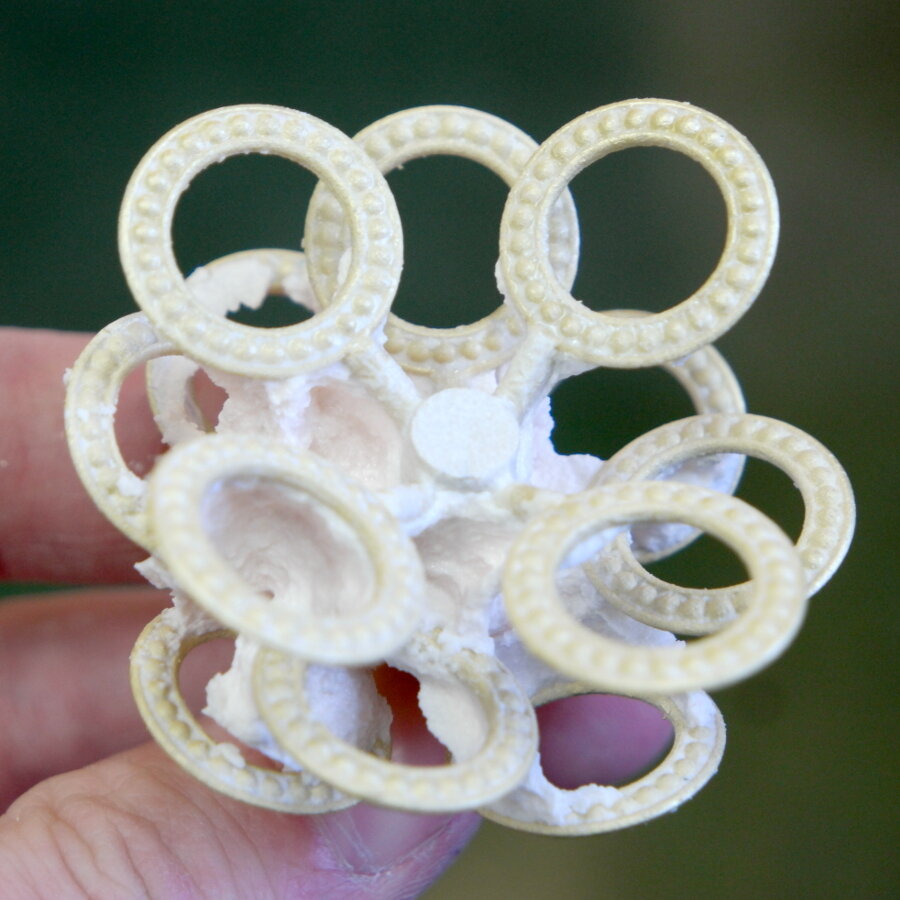
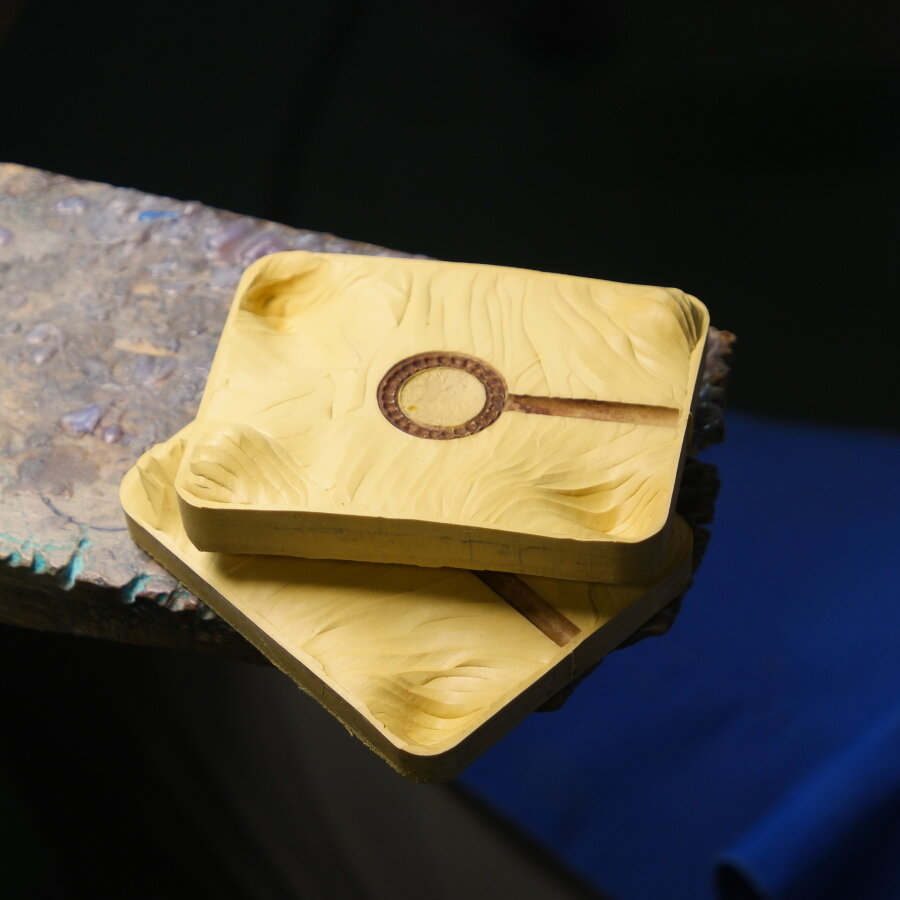
Pour ce premier article, nous allons vous présenter, une vision pas à pas de la fabrication des boucles d’oreilles de notre marque Bijoux Alinéa, qui nous ont servies de support photo pour le site.



















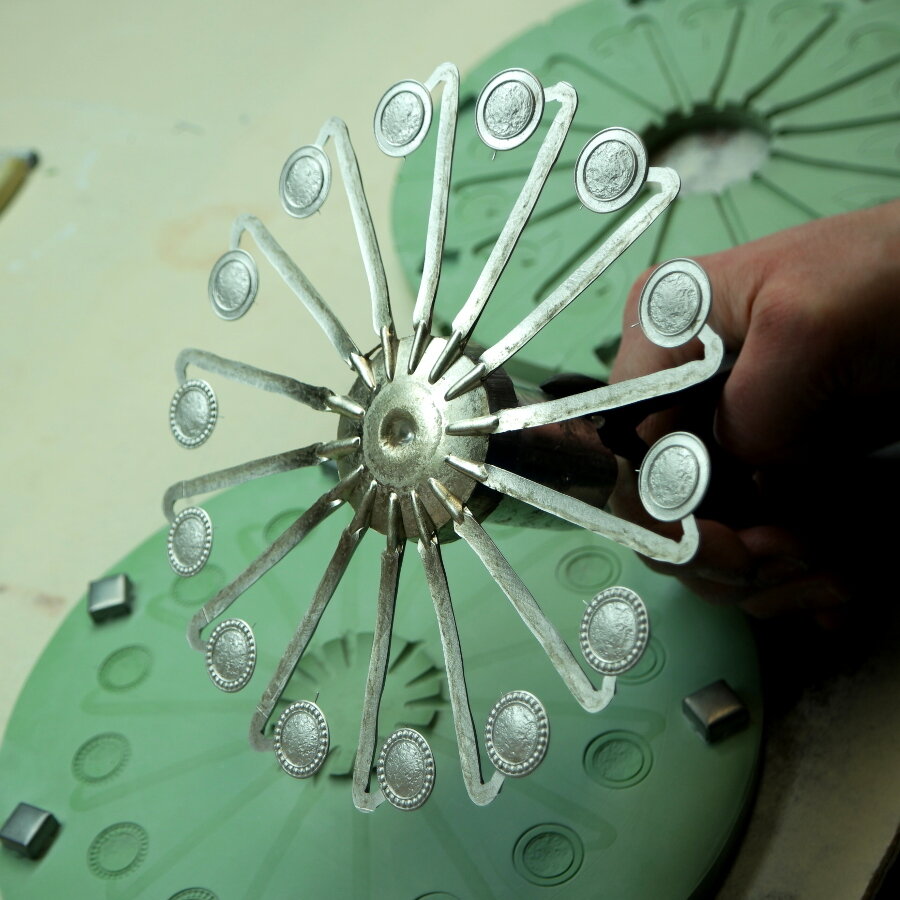








Nous espérons vous avoir imprégné de notre métier en visionnant ces “slides”. Cela vous présente plus précisément l’étendue de notre capacité à accueillir et développer tous vos projets, liés de près ou de loin au monde de la bijouterie fantaisie.
Nous souhaitons détailler les services que nous proposons au travers de ce blog. Alors n’hésitez pas à nous dire via notre formulaire de contact, quel serait le prochain thème que vous aimeriez découvrir.